У домашних мастеров, привыкших все делать своими руками, может возникнуть вопрос: можно ли использовать сварку под аргоном самостоятельно? Ответ прост. Если нет опыта простой электродуговой сварки, то не стоит начинать экспериментировать, лучше сначала пройти специальные курсы. Но если есть опыт владения ручной дуговой сварки – эта статья будет как раз к месту.
Что такое сварка аргоном. Практически это совмещение газосварки и ручной электродуговой сварки.
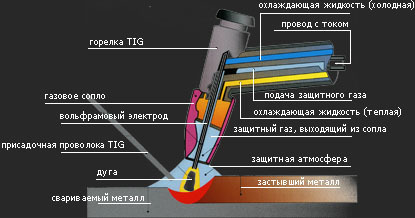
Расплавление свариваемых кромок производиться специальным электродом. Формирования сварного шва, осуществляется специальной проволокой, которая в виде присадки подается в расплавленную ванночку. А подаваемый газ функционирует, как зашита от проникновения кислорода к расплавленному металлу. Также стоит внимательно выбирать аргоновые баллоны для сварки.
В зависимости от технологии, аргоновая сварка делиться на три вида.
1. Ручная сварка с использованием не расплавляемых электродов из вольфрама. 2. Автоматическая сварка с не расплавляемым электродом. 3. Автоматическая, с использованием специальной расплавляемой сварочной проволокой, которая вместе с аргоном подается по рукаву от сварочного аппарата к месту свариваемого соединения.
Особенности сварки под аргоном. Основным рабочим инструментом у аппаратов с использованием газов, является горелка. Через нее, к расплавленному металлу, подается аргон из баллона (и другие газы). Также с ее помощью происходит управление электродом, поддерживающим горение дуги, расплавляющей металл свариваемых кромок. Вылет вольфрамового или иного электрода из держателя горелки должен быть в пределах 2 - 5 мм.
Для удержания электрода, горелка оборудована специальным зажимом, с помощью которого электрод можно выставить под нужным для сварки углом.
Этапы проведения сварочного процесса вольфрамовым электродом.
1. В первую очередь нужно тщательно зачистить кромки свариваемых деталей от грязи, следов ржавчины, жира и окисленной пленки. Очистка следов коррозии и грязи производятся механическим способом при помощи наждачной бумаги либо металлической щетки. Жировые пятна лучше удалить химическим способом.
2. Так как проволока, исполняющая роль присадки, не связана с электрической цепью, подготовленные к сварке детали следует уложить на металлический стол, который подключен к сварочному аппарату при помощи кабеля, соединенного с клеммой «масса». Свариваемые детали можно соединить с «массой» напрямую без стола.
3. На аппарате выставить необходимую для сварки силу тока. Она выбирается по таблице и зависит от свойств и характеристик материала свариваемых заготовок.
4. После подачи напряжения к горелке, ее следует поднести к приготовленным для сварки заготовкам, но не касаться их поверхности. При сварке, горелку следует удерживать от свариваемых деталей на расстоянии примерно в пределах не менее 2 мм. Это расстояние как раз способствует хорошему прогреву свариваемому металлу и формированию качественного шва.
5. Подача аргона на горелку производится раньше начала сварки, примерно за 15 секунд. А отключить подачу газа рекомендуется через 5 -10 секунд после окончания работы.
6. В процессе сварки, горелка должна вестись медленно вдоль шва без поперечных манипуляций. Присадочная проволока вводится в кипящую ванночку спереди горящей дуги плавно без резких движений.
Дуга зажигается без прикосновения электродом поверхностей свариваемых деталей. Для этого есть несколько причин.
Во-первых, - энергопотенциал ионизированного аргона довольно высокий, это мешает эффективному использованию искры возникающей при прикосновении электрода к металлу.
Во-вторых, - при частом прикасании вольфрамового электрода к поверхности металла, на ней остаются небольшие поджоги, которые будут мешать формированию качественного шва.
По отзывам сварщиков, которые пользовались хоть один раз аргонной сваркой, желание производить сварочные работы с применением обычного аппарата просто отпадает.


 У домашних мастеров, привыкших все делать своими руками, может возникнуть вопрос: можно ли использовать сварку под аргоном самостоятельно? Ответ прост. Если нет опыта простой электродуговой сварки, то не стоит начинать экспериментировать, лучше сначала пройти специальные курсы. Но если есть опыт владения ручной дуговой сварки – эта статья будет как раз к месту.
У домашних мастеров, привыкших все делать своими руками, может возникнуть вопрос: можно ли использовать сварку под аргоном самостоятельно? Ответ прост. Если нет опыта простой электродуговой сварки, то не стоит начинать экспериментировать, лучше сначала пройти специальные курсы. Но если есть опыт владения ручной дуговой сварки – эта статья будет как раз к месту.